
关于新增MF5A环氧电阻焊接新注意事项通告
时间:2015-10-27
来源:科蓬达
近期有不少客户反馈我司环氧电阻阻值不良,我司技术人员通过去客户生产现场发现客户在使用过程中存在以下应该注意的事项:
- 客户在安装电阻时引线预留过短
- 引线预留长度足够,但是有很长一截插入控制板下方,造成环氧头过于贴近控制板板面
- 多次重复焊接或焊接温度过高
- 在做绝缘热缩处理时,电阻受热不均,部分电阻受热超过最高耐温
- 265℃,所采用的锡,熔点为217℃,而我司的芯片烧结温度为:1100℃到1300℃。若正确操作,电阻本体出现不良的概率极低(行业标准:不超过千分之三)
我司在首次提供客户样品时一般会提供标准的规格书,规格书正文最后一页有备注电阻的加工注意事项,现针对以上问题新增第(2)点,如下:
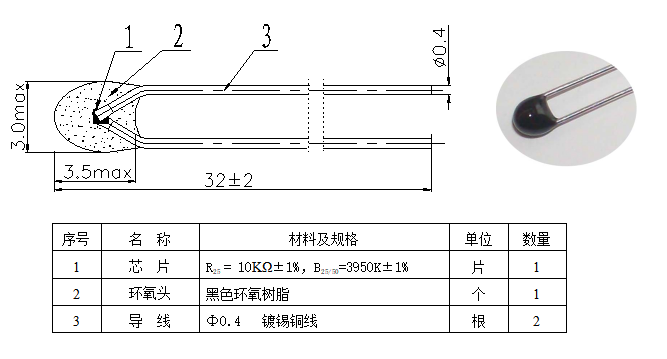
1、MF5A 系列元件由于结构形式的局限,最高使用温度应不高于120℃。
2、焊接过程中,应注意以下事项:
(1)、热敏电阻引线保留端不应小于8mm。
(2)焊接点距环氧头部的距离应大于等于8mm(新增)
(3)、焊接要求:用25W 或40W 的恒温电烙铁,温度控制在330±20℃,焊接时间≤3 秒,二次焊接(焊接返工类)时间间隔10 分钟以上。
(4)、波峰焊接:160℃预热6 秒,280℃浸焊不大于3 秒。
3、严禁用工业热风枪对热敏电阻体进行吹制。
以上内容请各业务熟知,并尽快告知客户按要求规范操作,避免再次出现由于操作不当而引起的不良,造成不必要的损失!
深圳市科蓬达电子有限公司
2015年10月26日
2015年10月26日